REDÜKTÖR
Redüktör seçimi nasıl yapılır?

1.Redüktör seçimi nasıl yapılmalı, en önemli seçim kriterleri nelerdir?
Redüktör seçimi yapılırken 3 önemli hususa dikkat etmek gerekir. Bunlar mekanik kontrol, termal kontrol ve redüktör mili üzerine gelebilecek radyal ve eksenel yük kontrolleridir.
Mekanik kontrolde; ilk önce makinanın çalışma şartlarının belirlenmesi gerekir. Bunlar günlük çalışma süresi, saatteki start-stop sayısı ve makineden gelecek yükün hangi yük sınıfı içerisinde olduğunun belirlenmesidir. Günlük çalışma süresi ve start-stop sayısı makinanın çalışma şartlarından kolayca belirlenebilir. Yük sınıfı ise motor miline indirgenmiş toplam dış atalet momentinin, motor atalet momentine oranından elde edilen sayıya(Fi) göre belirlenir. Fi < 0,25 ise üniform yük sınıfı, 0,25 < Fi < 3,0 ise orta darbeli yük sınıfı ve 3,0 < Fi ise çalışmanın ağır darbeli yük sınıfında olduğu anlamına gelir.
Günlük çalışma süresini, saatteki start-stop sayısını ve yük sınıfını belirlendikten sonra aşağıdaki diyagram kullanılarak mekanik yönden gerekli servis faktörü değeri belirlenir.
Her redüktörün çalışması esnasında dişlilerde, rulmanlarda, keçelerdeki sürtünmelerden dolayı ve yağ çalkantılarından kayıplar meydana gelir. Bu kayıp enerjinin tamamı ısı enerjisine dönüşür. Redüktör gövdesi üzerinden ortama bu ısının bir miktarı atılır, geri kalan ısı enerjisi ise gövde üzerinden atılamadığı için redüktörün ısınmasına yol açar. Isı enerjisi belli bir değerin üzerinde olursa yağın aşırı(izin verilen çalışma sıcaklığının üzerinde) ısınmasına yol açar ve yağ karbonlaşarak yağlama görevini yerine getiremez hale gelir. Bundan dolayı redüktör üzerinde oluşacak ısının kontrol altında tutulması gerekir. Sonsuz redüktörler gibi sürtünme esaslı çalışan(düşük verimli) redüktörlerde, yüksek torklara sahip endüstri tipi redüktörlerde veya birim hacimde yüksek torklar taşıyabilen planet tipi redüktörlerde termal kontrollerin yapılması gerekir. Bu kontrolleri üretici firmaların kataloglarındaki termal yönden müsaade edilen motor güç değerlerine bakarak yapmak mümkündür. Kontrolde dikkat edilmesi gereken nokta bu değerlerin belli kabuller altında verilmiş olmasıdır. Örneğin ortamdaki çevre sıcaklığına, hava hızına, çalışma sürelerine bağlı olarak kataloglarda verilen termal güç değerlerinin düzeltme katsayılarıyla çarpılarak düzeltilmesi gerekir. Termal güç değerlerinin yeterli olmadığı durumlarda çalışma koşullarına göre verilecek ilave soğutucularla(fan, serpantin, eşanjör, radyatör vb.) termal güç değerlerini arttırmak mümkündür.
Redüktörlerin bağlantı şekillerine göre giriş veya çıkış millerinde radyal veya eksenel yük oluşabilir. Zincir dişli, düz dişli veya kayış-kasnak gibi bağlantı elemanları kullanıldığında oluşan radyal yük değerinin kontrol edilmesi gerekir.
Grafikte görüldüğü gibi oluşan radyal yük değerleri millerde çok yüksek sehimler meydana getirebilmektedir.
Bağlantı elemanın tipine göre radyal yük değeri hesaplanabilir. Hesaplanan değerin redüktör kataloglarında belirtilen izin verilen radyal yük değerlerinin altında olması gerekir. Kataloglarda verilen değerler belli kabuller altında verilmiştir. Örneğin Yılmaz Redüktör kataloglarında verilen değerler yükün mil ortasına en kötü açıda geleceği varsayılarak verilmiş değerlerdir. Bağlantı elemanı milin ortasına değil de kaçık bir şekilde bağlanmışsa kataloglarda verilen düzeltme katsayıları kullanılarak izin verilen radyal yük değeri düzeltilmeli ve daha sonra oluşan radyal yük değeri ile karşılaştırılmalıdır. Eğer istenen emniyet sağlanamazsa kuvvetlendirilmiş rulmanlı çözümler uygulanarak rulmanlar emniyetli hale getirilebilir.
Redüktörün bağlandığı makineden de yükler gelebilir. Örneğin bir plastik enjeksiyon makinesinin tahriki için kullanılacak redüktör miline yüksek bir eksenel yük gelir. Ekstruder tipi redüktörlerin kullanıldığı bu makinelerde oluşan eksenel yükü karşılamak için redüktör çıkış boğazında yüksek eksenel yükü karşılayabilen büte rulmanlar kullanılır. Makine üreticisi vidadaki oluşan basınç değerini sensörler vasıtasıyla ölçerse redüktör çıkış miline gelen eksenel yük kolayca hesaplanır ve ona göre emniyetli bir redüktör seçimi yapılabilir. Yılmaz Redüktör kataloglarında her bir ekstruder redüktör için çıkış devri ve istenen çalışma ömürlerine göre büte rulmanların taşıdığı eksenel yük değerleri verilmiştir.
 Ayrıca karıştırıcılarda kullanılan redüktörlerde karıştırıcı kanadının profiline göre çıkış mili üzerine radyal ve eksenel yükte gelebilir. Bu yüklerin makine imalatçısı tarafından bildirilmesi durumunda yeterli emniyete sahip redüktör seçimi kolayca yapılabilir.
Ayrıca karıştırıcılarda kullanılan redüktörlerde karıştırıcı kanadının profiline göre çıkış mili üzerine radyal ve eksenel yükte gelebilir. Bu yüklerin makine imalatçısı tarafından bildirilmesi durumunda yeterli emniyete sahip redüktör seçimi kolayca yapılabilir.
Zincir dişli kullanımlarında meydana gelen radyal yük değeri lineer değildir. Diş sayısının az olması durumunda çok yüksek darbeli yükler oluşabilir. DIN8195’ de zincir dişli için önerilen en küçük diş sayısı 17’ dir.
Yukarıdaki grafikten de görüldüğü gibi diş sayısı arttıkça daha lineer bir çalışma meydana geldiği için mümkün olan en büyük diş sayısının ve çapının seçilmesi tavsiye edilir. Ayrıca dikkat edilmesi gereken başka bir noktada redüktörün bağlandığı şasenin çok rijit olması konusudur. Çalışma esnasında zincir baklaları dişli tepe noktasından geçerken yüksek bir gergi kuvveti oluşur. Gergi kuvveti eğer şaseyi esnetirse bakla atlayabilir. Bu esnada oluşan yükler nominal torkun 10 katına kadar ulaşabilir ve buda gövdede kırılmalara dahi sebep olabilir. Gövde arızalarının çoğu bu sebepten meydana geldiği için dikkat edilmesi gereken önemli bir konudur.
Mekanik, termal ve yük kontrollerinden sonra dikkat edilmesi gereken başka bir nokta montaj pozisyonudur. Aksi belirtilmezse eğer redüktörün standart montaj pozisyonunda çalışacağı varsayılarak redüktör içerisine yağ konur. Redüktör etikette yazan montaj pozisyonunda değil de farklı bir montaj pozisyonunda kullanılırsa redüktör içerisindeki bazı hareketli parçalar (rulmanlar, dişliler gibi) yağ alamayabilir ve kısa sürede arıza yapabilirler. Bunun önüne geçmek için redüktör siparişi esnasında üretici firmaya redüktörün montaj pozisyonunu söylemek gerekir. Üretici firma montaj pozisyonuna göre yağ seviyesi yükselterek veya ilave tedbirler alarak redüktörün problemsiz çalışmasını sağlar.
Tüm bu kontrolleri yaptıktan sonra seçtiğimiz redüktör kullanım koşullarımıza uygun hale gelir.
Yılmaz Redüktör kullandığı yazılımlar ile dişli basmalarını simule ederek gerçek çalışma şartlarındaki efektif çalışma yüzeylerine ulaşabilmektedir. Böylece teorik hesapların gerçek çalışma şartlarına göre optimizasyonu sağlanmaktadır
2.Redüktör kullanırken en yüksek verimi almak için dikkat edilmesi gereken etmenler nelerdir?
Bir redüktörün sorunsuz ve verimli çalışması için ilk önce seçiminin doğru yapılması gerekir. Redüktör seçimi yapılırken kullanım şartlarına göre bahsedilen kontroller tek tek yapılmalıdır ve montaj pozisyonu belirtilmelidir. Redüktör devreye alındıktan sonra kullanım şartlarında olabilecek değişikliklerde üretici firmaya bilgi verilip onay alınmalıdır. Özel çalışma koşullarında (aşırı sıcak veya soğuk ortamlarda, aşındırıcı malzeme bulunan ortamlarda, nem oranı yüksek yerlerde vb.) ilave tedbirler almak gerektiğinden redüktör firmasına bu bilgiler seçim aşamasında bildirilmelidir.
Redüktör kullanımında en çok yapılan hatalardan bir tanesi motorsuz redüktörlerde seçim esnasında giriş tarafında kayış-kasnak ile belli bir oranda devrin düşürülmesine rağmen giriş devrinin motor devri gibi kabul edilmesidir. Bu şekilde yapılan seçimlerde emniyetli gibi görünen redüktör aslında kayış-kasnak oranı kadar emniyetsiz hale gelir. Bunun nedeni giriş torkunun oran kadar artmasıdır. Seçim yapılırken kayış-kasnak oranından sonra redüktörün giriş milindeki devire göre(motor devrine göre değil) seçim yapılması gerekir. Bunun yanında kayış-kasnak kullanıldığı için radyal yük kontrolü de yapmak gerekir. Ayrıca redüktör devreye alındıktan belli bir süre sonra çıkış devrini düşürmek için girişteki kayış-kasnak veya zincir dişli gibi elemanların oranlarında değişiklik yapılması da yapılan hatalardan bir tanesidir. Bu tür yapılan değişikliklerde redüktör firmasından onay alınmalıdır.
Sürücü olan sistemlerde devir ayarını belli frekans aralığında yapmak mümkündür. Bu aralıkta tork sabit olduğu için redüktöre herhangi bir zararı yoktur. Sadece çıkabilen maksimum devrin redüktörün izin verilen maksimum giriş devrinden yüksek olmadığı kontrol edilmelidir. Frekans değerlerini izin verilen aralık dışında değiştirmenin tork kaybına neden olacağı göz önüne alınmalıdır. Ayrıca düşük frekanslarda uzun süreli çalışmalarda motor fanı sürekli düşük devirde döndüğünden motoru soğutmak için yeterli hava debisi sağlanamamaktadır. Bu tür çalışmalarda soğutma gücünün motor devrine bağlı olmasını engellemek için motor arkası cebri fan uygulaması yapılabilir. Böylece motor devri değişse bile cebri fan sürekli aynı devir döndüğü için soğutma gücü azalmayacaktır.
Bunların dışında çıkış milinde ilave yataklama yapılması gerekiyorsa bunun oynak masuralı bir rulmanla yapılması gerekir. Aksi halde fazla bağlı bir yataklama meydana gelir ve bu da rulmanlarda, milde veya bağlantı elemanlarında arızalara neden olabilir. Makine ve redüktör mili bağlantılarında rijit bağlantı elemanları kullanılmamasına dikkat edilmelidir. Elastik kaplin gibi millerin arasındaki eksenel kaçıklıkları karşılayacak bağlantı elemanları kullanılmalıdır.
Redüktörleri sadece bakım amaçlı söküp takmak çalışma ömürlerinde azalmalara neden olacağı için bu işlemler üretici firmanın bilgisi dâhilinde olmalıdır. Redüktörlerin daha uzun ömürlü ve verimli bir şekilde çalıştırmak için devreye alınmadan önce redüktörlerin yanında gönderilen kullanım kılavuzları dikkatlice okunmalıdır.
3.Redüktör teknolojilerindeki en yeni gelişmeler hangileridir?
Birim hacimde yüksek tork prensibine paralel olarak yeni imalat yöntemleri ile beraber daha kompakt yapılardaki redüktörlerin üretimine geçilmiştir.
Dişli hesaplama normlarında son yıllarda çeşitli revizyonlar yapıldı.
İmalat teknolojilerindeki ilerlemeler sayesinde rulman üreticileri rulman dinamik yük katsayılarında kayda değer artışları yakaladılar. Böylece rulman ömürlerinin kritik olduğu bazı çalışma şartlarında daha yüksek tork değerlerine ulaşılabildi.
Dünyada lider olan keçe üreticilerin hazır çözümleri sayesinde agresif ortamlarda karşılaşılan yağ kaçaklarının ve buna bağlı oluşan redüktör arızalarının önüne geçilmiş oldu.
Kompakt yapıları sayesinde redüktör pazarında ön plana çıkan planet redüktörlerin Türkiye’de ilk defa seri olarak üretimine Yılmaz Redüktör kalitesi altında başlandı. Birçok montaj, yağlama ve soğutma opsiyonlarına sahip planet redüktörler ilk etapta 50.000Nm tork değerlerine kadar pazardaki yerini almıştır.
Genel redüktör tiplerinin yanında uygulama alanlarına özgü redüktör tasarımları yaygınlaşmaya başladı.
4. Sektörde karşılaşılan başlıca sorunlar nelerdir?
Sektördeki en büyük sorunlardan bir tanesi bilinçsiz redüktör seçimi ve kullanımıdır.
İstenen motor gücü ve çıkış devrine göre aynı redüktör modelinde 3 farklı gövde büyüklüğünü katalogda görebilirsiniz. Bu katalogda verilen 3 redüktöründe bu motor gücü ve devrinde sorunsuz çalışacağı anlamına gelmemektedir. Hangi redüktörün sizin makinanız için uygun olduğuna makinanızın çalışma şartlarına göre ihtiyaç olunan servis faktörü değerinin belirlenmesinden sonra karar verilebilir. Bir redüktörün servis faktörü makine ile redüktör arasındaki uyumu ifade eder. Örneğin çalışma şartlarınıza göre 1,5 servis faktörlü bir redüktöre ihtiyacınız varken 1,0 servis faktörlü redüktör seçmeniz redüktörün öngörülen çalışma süresini tamamlayamayacağı anlamına gelirken 2,0 servis faktörlü redüktör seçimi ise gereksiz yere büyük bir redüktör seçtiğiniz için makine maliyetlerini arttıracaktır.
Redüktör ile ilgili yaşanan problemlerde redüktör firması ile irtibata geçmek yerine makinacının direk mudahalede bulunması da karşılaşılan sorunlardan biridir. Çünkü redüktör firmasından habersiz yapılan işlemler sorunu çözmemekte birlikte problemin daha da büyümesine neden olmaktadır.
Ayrıca daha önce bahsettiğim konulardan montaj pozisyonunun yanlış bildirilmesi veya habersiz yapılan montaj pozisyonu değişiklikleri redüktörlerde geri dönüşü olmayan hasarlara yol açabilmektedir. Bu yüzden redüktörün etikette yazan montaj pozisyonunun dışında farklı bir montaj pozisyonda kullanılması durumunda redüktör firmasına danışılmalıdır. Redüktör firması, redüktör içindeki tüm hareketli parçaların yağ içinde çalışmasını sağlayacak şekilde yağ miktarında değişiklik yaparak veya ilave yağlama çözümleri kullanılarak redüktörün emniyetli bir şekilde çalışmasını sağlayacaktır.
Hakan YARDIMCI
Makine Mühendisi
AR-GE Müdür Yardımcısı
YILMAZ REDÜKTÖR










Üretim faaliyetlerini İzmir Kemalpaşa’daki modern tesislerinde sürdüren Tunsa Redüktör hem imalat hem de servis kalitesiyle farkını ortaya koyuyor.
Tunsa Redüktör, kurulduğu günden bugüne kadar hizmet ve kalite anlayışından ödün vermeden, ülkemizin ve dünyanın ihtiyacı olan redüktör satış ve servisini gerçekleştirerek başarı ile büyümeye devam etmektedir. Redüktör sektöründe her geçen gün büyümekte olan Tunsa, teknolojiyi takip etmeyi, kaliteli hizmet sunmayı ve müşteri memnuniyetini ilke edinmeyi hedeflemiştir. Uluslararası kabul görmüş standartlarda hizmet vermekte olan firma, müşteri odaklı olarak, dürüstlük ve güveni ön planda tutarak üretmeye ve hizmet sunmaya devam etmektedir.
Ağır hizmet sanayisinin ihtiyaçlarına uygun redüktörlerin üretiminde uzmanlaşmış olan Tunsa Redüktör, Ar-Ge faaliyetleri ile yenilikçi fikirlere önem vermeye devam etmektedir. Tunsa’nın başlıca hitap ettiği sektörler ise şu şekildedir:
- Ağır sanayi
- Beton santralleri
- Taş kırma ve agrega tesisleri
- Yıkama, eleme ve gıda sektörü
Redüktör tedarikinde terzi titizliğiyle çalışan Tunsa’da, satış öncesi Ar-Ge ekibi montaj yapılacak makine ya da tesiste incelemeler yapmakta ve projeyi iş ortaklarıyla birlikte şekillendirmektedir.

Redüktör seçiminde nelere dikkat edilmeli?
Redüktör seçimi yapılırken 3 önemli hususa dikkat etmek gerekmektedir:
- Mekanik kontrol
- Termal kontrol
- Redüktör mili üzerine gelebilecek radyal ve eksenel yük kontrolleri
Redüktörün üzerine gelebilecek yük kontrolleri, redüktör seçiminde dikkat edilecek en önemli hususlardandır. Bunun yanında mekanik ve temel kontrollere de dikkat etmek oldukça önemlidir. Ürünün çalışacağı ortamdaki faktörler de göz önünde bulundurulmalı ve montaj şekline bağlı kalarak kurulum yapılmalıdır. Redüktörlerin kullanılacağı tesislerde ortam ısısı, montaj yapılacak yerin özelliği, konumlandırılacağı açı, ortam uygunluğu (iç-dış ortam), çıkış momenti ile akuple edilecek motorun gücü (kW) ve redüktörün çıkış devri sistemin sağlıklı çalışması adına mutlaka göz önünde bulundurulmalıdır.
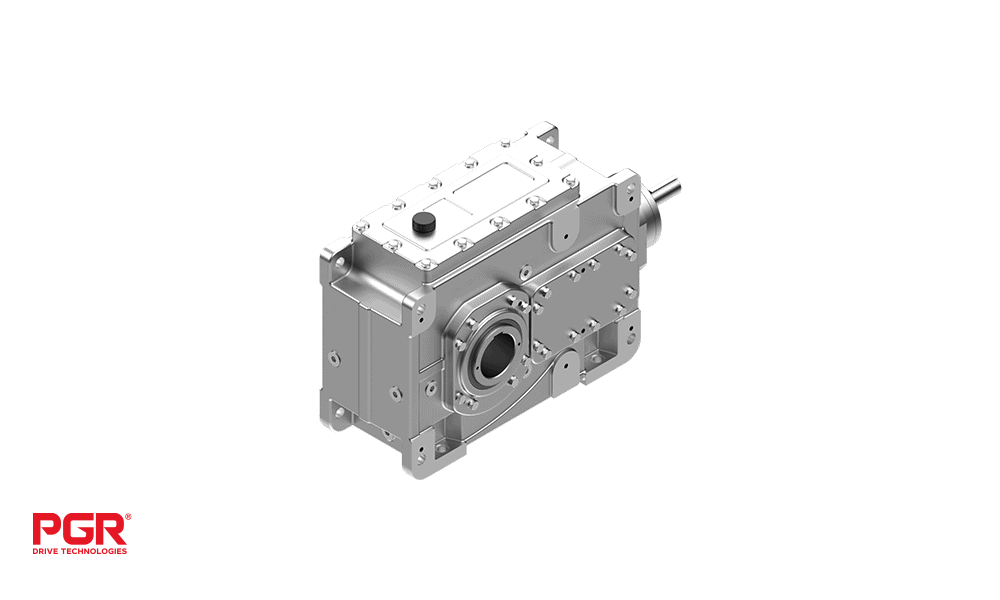
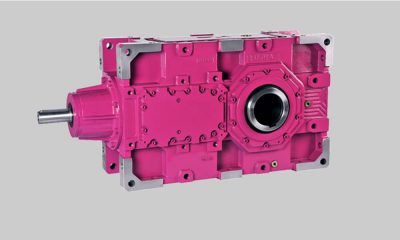
Redüktör ve dişli imalatının güçlü markası Polat Group Redüktör (PGR), PH/PB Serisi redüktör ürün grubuyla ağır çalışma şartları için sağlam gövdeli alternatifler sunuyor.
Sessiz çalışma ve kolay bakım
Endüstriyel tip redüktörler özellikle ağır çalışma şartları altında hizmet sunan, sağlam gövdeli, 480000 Nm’ye kadar yüksek momentleri taşıyan, sessiz çalışma ve bakım kolaylıkları ile ön plana çıkan redüktörlerdir.
- Giriş ve çıkışı paralel eksenli veya eksen açısı 90 derece olan helisel – konik dişlili redüktörlerdir.
- Ayaktan ve flanştan bağlantı opsiyonları bulunmaktadır.
- Gövde rijit bir yapıya sahiptir.
- Yüksek güç ihtiyaçlarında ve ağır şartlarda kullanılabilen redüktörlerdir.
- Sistem mukavemet hesaplamaları, ISO, DIN ve NIEMANN standartlarına uygun olarak yapılmaktadır.
- Farklı giriş opsiyonları sunulabilmektedir (IEC, W vs).
- Farklı çıkış opsiyonları sunulabilmektedir (mil çıkışlı, delik milli, konik sıktırmalı vs).
- Farklı bağlantı opsiyonları sunulabilmektedir (B5 flanşlı, tork kolu platformu vs).
- Gövdeler, sfero (GGG 40-50) ve pik (GG 20-25) olarak üretilebilmektedir.
- Dişliler, dövme ve 21NiCrMo2 sementasyon çeliğinden imal edilmektedir.
- Yüksek kalitede rulman ve sızdırmazlık elemanları kullanılmaktadır.
- Müşterinin özel talepleri karşılanabilmektedir.
Geniş bir kullanım alanı
Endüstriyel tip redüktörler çok çeşitli uygulama alanlarında kullanılmaktadır.
- Atık Su: Yoğunlaştırıcılar (merkezi tahrikli), filtre presleri, kabartma malaksörleri, santrifüj havalandırıcılar, bilgisayar tesisleri, dairesel ve doğrusal sıyırıcılar ön yoğunlaştırıcılar, salyangoz su pompaları, su türbinleri
- Pompalar: santrifüj pompalar, tazyikli pompaları
- Elavatörler: Kovalı elavatörler, damperli araçlar, paletli araçlar
- Küreme ekskavatörleri: Hammadde taşıyıcıları, doğrama üniteleri, kaldırma vinçleri
- Sac kıvırma makineleri
- Kimya endüstrisi: Ekstrüzyon makineleri, yoğurma makineleri, perdah makineleri, soğutma tamburları
- Mikserler: Eşit orantılı malzeme, orantısız malzeme
- Malzeme karıştırıcılar: Eşit orantılı yoğunlukta, orantısız yoğunlukta, orantısız gazlama tesisleri, tost makineleri, santrifüjler
- Demir metalürjisi: Sac haddehaneleri, tomruk iticiler, sarma makineleri, soğutma yatağına iticiler, makara düzeltme makineleri
- Merdane yollu tablalar: Yollu tablalar, sarsıntılı, boru haddehaneleri
- Makaslar: Sürekli kesim, krank tipi kesim, kesintisiz döküm sürücüleri
- Tüp değirmenler: Haddehaneler, kütük demir haddehaneleri, tel haddehaneleri, ince sac haddehaneleri, kaba sac haddehaneleri
- Silindir ayarlama sürücüleri
- Taşıyıcı tertibatlar: Kovalı elavatörler, maden ocağı vinçleri, taşıyıcı makineler, kayışlı taşıyıcılar, yük asansörleri
- İnsan taşıma asansörleri, yürüyen bantlar, yürüyen merdivenler, raylı araçlar
- Frekans dönüştürücüler
- Piston sıkıştırıcılar
- Vinç tertibatları: Torna tertibatları, kaldırma tertibatları, vasıta hareket tertibatları, kaldırma tertibatları, kollu vinç tertibatları
- Soğutma kuleleri: Soğutma kulesi fanları havalandırıcılar (eksenel ve radyal)
- Gıda maddeleri sanayi
- Ham şeker üretimi: Şeker kamışı bıçakları, şeker kamışı değirmenleri
- Pancar şekeri üretimi: Pancar kesme makineleri, vakumlu kazanlar, pancar yıkama makineleri, kesme makineleri
- Kâğıt imalat makineleri: Kağıt hamuru makineleri (istek üzerine)
- Santrifüjlü kompresörler
- Teleferik hatları: Malzeme teleferik hatları, havada asılı teleferik hatları, kayak teleferik hatları, tek kablolu teleferikler
- Çimento sanayii: Beton karıştırıcıları, kırıcılar, döner fırınlar, silindirik değirmenler, seperatörler, silindirli değirmenler
Doğru ürün seçimi için nelere dikkat edilmeli?
Doğru ürünü seçebilmek için, öncelikle redüktörün tipi ve boyutunun belirlenmesi gerekir. Bu aşamada, tahvil oranı ve nominal güç belirlenir ve ayrıca gerekli maksimum momentler (redüktörün en yüksek çalışma momenti, başlangıç momenti, frenleme momenti, vb.) kontrol edilir. Çıkış milinin maruz kalacağı ilave yükler de kontrol için önemlidir. Daha sonra kullanılacak olan yağ tipinin ve son olarak da termal kapasitenin belirlenmesi gerekir. Bu kriterleri, PH/PB kataloğunda verilen örnek redüktör seçim formüllerini kullanarak belirleyebilir ya da firmanın seçim konusunda yardımcı olması isteniyorsa satış departmanı ile irtibata geçilebilir.

Uzun ömürlü ve sağlıklı bir kullanım ömrü için bunlara dikkat edin
Uzun ve verimli bir servis ömrü elde etmek için helisel dişlili redüktörler uygulama yerine doğru şekilde monte edilmelidir. Açık hava kurumları için helisel dişlili redüktörler kötü hava koşullarına karşı korunmalıdır, paslanmaya karşı etkili maddeler ve su/toz geçirmeyen gres ile korunmuş yağ keçeleri kullanılmalıdır. Ayrıca yağlama konusu çok önemlidir. Doğru ve yeteri kadar yağlanan bir helisel dişlili redüktör, çok uzun yıllar sorunsuz çalışabilir.
Polat Group Redüktör olarak misyonumuz, müşterilerimizin ihtiyaçlarını karşılayacak çözümleri bilgi teknolojilerini kullanarak en verimli ve kaliteli şekilde sunmaktadır. Birçok farklı ürün yelpazesi ile, müşteri ihtiyacını maksimum seviyede karşılamak için eş zamanlı mühendislik yöntemlerini kullanarak çalışmalarını sürdürmektedir. Tasarım faaliyetleri, ürün geliştirme programları ve bilgisayar destekli çalışmalarımız sürekli gelişen bir grafik çizmektedir. Rekabetçi ve güçlü kalite politikamız müşteri yelpazemizi genişletmektedir.

Neugart’ın üstün mühendislik birikiminin ürünü olan PSFN, standart flanş bağlantılı planet redüktör özelliği sayesinde kolay ve son derece emniyetli bir montaj imkân sunar. Neugart tarafından geliştirilen helisel dişliler, makinede gürültü önleyici düzenekler kullanılmasına da gerek bırakmaz. Yüksek devrilme momentine sahip olan hassas planet redüktör PSFN’ye en yüksek beklentileri dahi yöneltebilirsiniz. Ürün, pek çok farklı sektörün yanı sıra takım tezgahları ve ziraat sanayiinin ihtiyaçlarına yanıt sunabilmektedir.
Özellikler
- Standart flanş bağlantısı
- Sessiz bir çalışma performansı
- Maksimum yükleme kapasitesi
- Olağanüstü sızdırmazlık
- Kompakt bir tasarım
- Helisel dişliler sayesinde erişilen yüksek kalite





 Haberler12 yıl ago
Haberler12 yıl agoRedüktör Tipleri ve Özellikleri
- Haberler12 yıl ago
Kaplin seçimi nasıl yapılmalıdır?
- REDÜKTÖR9 yıl ago
Bu Konuda 40 Yıllık Tecrübeye Sahibiz
- REDÜKTÖR4 yıl ago
Güç aktarım ürünü tedarikinde yeni bir yüz: Global Redüktör
- Haberler9 yıl ago
Desentral Frekans İnvertörleri, Motorlar ve MaxxDrive (Endüstriyel) Redüktörler
- MOTORLAR8 yıl ago
Gamak’ın Genel Müdürü Sn. Tolga Kayaoğlu ile özel röportaj
- REDÜKTÖR9 yıl ago
Polat Group Redüktör Çimento Sektörüne de Özen Gösteriyor
- REDÜKTÖR4 yıl ago
WEG-Watt Drive, madencilik sektörü için devasa bir konveyör sistemine tahrik teknolojisi sağlıyor
- REDÜKTÖR3 yıl ago
WEG-WATTDRIVE’dan uygun maliyetli ATEX redüktörlü motorlar
- Haberler12 yıl ago
3000 devirli enerji tasarruflu redüktörlü motorlar
- REDÜKTÖR4 yıl ago
Konik dişli redüktör nedir?
- MOTORLAR9 yıl ago
Framo Morat Elektrikli Araçta
- MOTORLAR9 yıl ago
Bauer, Endüstri 4.0’a Hazırlanıyor
- Haberler13 yıl ago
Boşluksuz Özel Tip Redüktörler Ve Bazı Uygulama Alanları
- MOTORLAR9 yıl ago
“Akıllı Sürücü Çözümleri”
- Haberler12 yıl ago
Neugart Boşluksuz Servo Redüktör Konusunda Uzman

























Bülent Çelik
30 Mayıs 2012 at 10:37
Hakan Bey;
Bilgiler için teşekkürler.Benim öğrenmek istediğim bir konu var.Ekstuderlerde extruder vidasının bağlı bulunduğu redüktörün miline uygulanan yatay eksenel kuvvetin büyüklüğü ekstrüder içinden geçen malzeme miktarıyla mı ilgilidir yoksa bu extruder çıkışında proses gereği konulan filitreler sebebiyle filitre girişinde oluşan basıncın geriye doğru oluşturacağı ters basınçla mı ilgilidir? Bu eksenel kuvvetin hesabı nasıl yapılıyor? Bu konuyla ilgili bir teknik makaleniz yada hesaplamalarında göz önünde bulundurduğunuz noktaları öğrenmek istememde bir sakınca var mı?
İyi Çalışmalar
Bülent ÇElik
05336485583
Hakan Yardımcı
3 Temmuz 2012 at 10:25
Merhaba Bülent Bey,
Ekstruder vidasında oluşan eksenel yük malzemenin filtreden geçtikten sonra kalıp içine basılması esnasında kalıp girişindeki basınçtan dolayı oluşur. Bu yükün hesabı için helezon vidasındaki basınç değeri ve kesit çapının bilinmesi gerekir. Aşağıdaki formül yardımıyla eksenel yük hesabını yapabilirsiniz.
F_a=(π.d^2.p)/40000
F_a:Oluşan eksenel yük[kN]
d:Vida çapı[mm]
p:idadaki basınç[bar]
Basınç değeri basınç saati kullanılarak ölçülebilir. Ekstruder uygulamalarında yaklaşık basınç değeri 300-400bar civarındadır.
Umarım bilgiler faydalı olur sizin için.
Mustafa NAR
6 Kasım 2012 at 09:49
Merhaba Hakan Bey,
MT202 model numaralı 3,5 çevrim oranılı Yılmaz redüktör kullanmaktayız.
N1 miline kaplin ile bağladığımız 3,5 Kw’lık alternatörden max. 250 devir istemekteyiz, N2 miline ise rotor çapı 4m olan rüzgar pervanesi ekledik, buna göre pervane ortalama 70 devire ulaştığında alternatörden istediğimiz devri ve gücü almamız, rüzgar gücü hesabından yola çıkarak mümkün olacaktıki, buna ulaşamadık. Bahsi geçen redüktörün güç kayıplarını verebilirseniz; kanatların fiziki yapılarının yüzdelik olarak verimini bulmabilmemiz mimkün olacaktır..
Teşekkrür eder iyi çalışmalar dilerim..
Hakan Yardımcı
21 Kasım 2012 at 16:18
Merhaba Mustafa Bey,
Kullanmakta olduğunuz redüktörün verimi rejim halinde yaklaşık 0,96’dır. Umarım yardımcı olur. İyi çalışmalar dilerim.
gökhan
7 Ocak 2013 at 07:19
merhaba
1500mm çapında yaklaşık 1000 kg taşıyacak şekilde platform yaptık yandan tahrik vermek suretiyle ortadan 6310 rulman kullandık.devir yavaş olcak ama bizim için önemli değil sürücü kullanacağız.ve yükü almak amacıyla da yanlarına tekerlek takacağız.3/4 zincirle yandan tahrik vereceğimize göre sizce nasıl redüktör kullanmalıyız?yardım edeceginizi ümit ederek teşekkür ederim..
Hakan Yardımcı
13 Şubat 2013 at 10:05
Merhaba Gökhan Bey,
Size yardımcı olabilmem için üzerinde ölçülerin ve ağırlıkların yazıldığı taslak resmini göndermenizi rica ederim. e-mail adresim: hyardimci@yr.com.tr
İyi çalışmalar.
engin dündar
27 Ocak 2013 at 18:17
merhaba Hakan bey,
Ben yeni imal ettiğim makinede delik milli planet tip redüktör kullanmak istiyorum. Sizin p serisinde buna uygun model bulamadım. Acaba var mıdır. Aslında (üst tarafta)sitede yer alan pembe redüktör benim işim için çok uygun. Gördüğüm kadarıyla milin ortasında delik de var. Temin konusunda yardımcı olursanız sevinirim.
İyi çalışmalar
Hakan Yardımcı
13 Şubat 2013 at 10:20
Merhaba Engin Bey,
Planet redüktörlerde sıkma bilezikli delik milli olarak opsiyonumuz var. Sadece delik milli vermememizin sebebi: planet redüktörlerde delik mil kör delik olarak yapılabiliyor. Kör delikte kama boyu kısa olduğu için kama mukavemeti düşük oluyor. O yüzden biz delik mil üzerinde sıkma bilezikli olarak çözüm sunuyoruz. Makina mili kamasız olarak kovana giriyor. Sıkma bilezik civataları sıkılarak makina mili ile redüktör kovanı arasındaki bağlantı sağlanıyor. P Serisi katalog ölçü sayfalarının alt kısmında .0S opsiyonu olarak bulabilirsiniz.
Yukarıdaki pembe renkli redüktör mil çıkışlıdır. Ortasındaki delik diş açılmış çektirme deliğidir. Montaj esnasında çıkış mili üzerine bağlantı yapılması için kullanılır.
Seçim ile ilgili yardım isterseniz eğer benimle iletişim kurabilirsiniz. İyi çalışmalar dilerim.
İsmail ÖZTÜRK
31 Ocak 2013 at 07:42
Merhaba Hakan Bey,
sizin redükörleriniz ile ilgili bir konu hakkında bir soru sormak istiyorum.
NRB73-132M/6b redüktör için,
değeler:
5,5kw
12d/d
çıkış momenti: 4238Nm
servis faktörü de 1,7 olarak verilmiş.
Bu tork değeri nominal değer diye düşünüyorum çünkü
P=M X W bağıntısına göre
W=pi x n/30 = 1,256rad/s
P= 4238 x 1,256 = 5,322 kw ( motor da 5,5kw olduğuna göre verimi de göz önüne alınca bu tork değeri redüktörün nominal değeri olmalı)
Şimde ben bu redüktörü 4238 Nm tork ihtiyacı ve çalışma süresi ve yükün şeklini vs dikkate alarak ortaya çıkan servis faktörü 1,7 olan bir uygulamada kullanamam deiye düşünüyorum , eğer yanlış düşünmüyorsam.
Çünkü , bu çalışma şartlarında redüktörün nominal momenti : 4238 x 1,7 = 7204Nm olamalı diye düşünüyorum.
Eğer hatalı düşünmüyorsam , sizin redüktörün özelliklerinde verdiğiniz 1,7 lik servis faktörü neyi belirtmektedir. Yani bu redüktörü 4238/1,7 =2492 Nm tork ihtiyacı ve servis faktörü 1,7 olan uygulamada mı kullanabilirim.
Teşekkürler
Hakan Yardımcı
13 Şubat 2013 at 10:31
Merhaba İsmail Bey,
Seçim yaptığınız redüktörün nominal torku 7200Nm’dir.
Katalogta motorlu sayfalarda verilen servis faktörü redüktör nominal torku ile çıkış torku arasındaki orandır. Seçilen redüktör için; fs=7200/4238=1,7.
Çalışma şartlarınıza göre 1,7 servis faktörü sizin için yeterli ve makina tork ihtiyacı 4238Nm veya altında ise seçim yaptığınız NRB73 redüktörü rahatlıkla kullanabilirsiniz.
Faik köklü
13 Şubat 2013 at 14:10
Merhaba Hakan Bey,
Üretimimizi kolaylaştırmak amacıyla yaptığımız bir montaj masasının tablasını 180 derece çevirmek için düşük devirli bir ürününüzü önerebilir misiniz?
Üründe motorsuz redüktör kullanmak istiyoruz. Redüktör maksimum 2500Nm yüke maruz kalacak. Mil çapı 18 mm.
Hakan Yardımcı
15 Şubat 2013 at 14:40
Merhaba Faik Bey,
Redüktör seçimi yapabilmemiz için torkun yanında redüktöre giriş devriniz ve ihtiyacınız olan redüktör çıkış devir bilgisine ihtiyacımız var. Bu bilgileri verirseniz seçim konusunda yardımcı olurum.
Ayrıca verilen maksimum tork değeri(2500Nm) ile mil çapı arasında uyumsuzluk var. Mil malzemesi imalat çeliği(1040) ise yaklaşık çap 50-60mm civarında olması gerekir.
Faik köklü
27 Mart 2013 at 15:48
Merhaba Hakan Bey,
Üretimimizi kolaylaştırmak amacıyla yaptığımız bir montaj masasının tablasını 180 derece çevirmek için düşük devirli bir ürününüzü önerebilir misiniz?
Üründe motorsuz manuel bir redüktör kullanmak istiyoruz. Üretimdeki arkadaşların bir kol ile çevirerek masayı çevirmesini istiyoruz. Dolayısıyla çok fazla yüklenmemelide. Redüktöre giriş devri 30 ile 50 arasında olabilir. Mile gelen yük maksimum 2000 N civarında ve yani redüktör kolunu 30 ila 50 kere çevirdiğimde sadece 180 derece dönsün istiyoruz.yani oran 60 ila 100 arasında olabilir. buna uygun bir manuel kullanabileceğimiz bir ürününüz var mı?
Alper ŞENGÖZ
20 Şubat 2013 at 08:37
Merhaba Hakan bey
Makinemizd erevizyon yapmak için mevcut sistemdeki hidromotoru servo motora çevirmek isityorum.Şu anki sistemde 1500 Nm 60 d/dk güç yeterli oluyor.Ben 5,5 Kw 2000 d/dk servo motor seçtim. Önüne koymam gerek redüktör için yardımcı olmanızı istiyorum.
Servo motor max torku 71,60 Nm
Hakan Yardımcı
11 Mart 2013 at 08:45
Merhaba Alper Bey,
İhtiyacınız redüktör çıkışında 1500Nm-60d/d ise kullanılması gereken servo motor gücü 2000d/dak için minimum 10kW’dır.
Eğer montaj yerinize göre kullanmak istediğiniz redüktör tipini söylerseniz(ayaklı helisel dişli veya konik-helisel vb.) seçim konusunda yardımcı olurum. ‘hyardimci@yr.com.tr’ adresinden de iletişim kurabiliriz.
Erkan Güzel
1 Mart 2013 at 08:30
Merhaba Hakan Bey,
Sormak istediğim şey, Servo Motorlarda kullanılan redüktörler mevcut motor torkunu arttırırmı yoksa devir düşürüldüğünde torkun düşmesinimi engeller. Mevcut torku arttırır mı?
Hakan Yardımcı
11 Mart 2013 at 08:49
Merhaba Erkan Bey,
Servomotorlarda kulanılan redüktörler AC motorda olduğu gibi motor devrini düşürürken aynı oranda torku artırır.
Örneğin çevrim oranı 10 olan bir redüktör servomotor devrini 10kat düşürürken torku 10kat artırır.
kemal
11 Mart 2013 at 11:02
hakan bey merhaba yeni bir makina yapıyorum fakat uzmanlık alanınıza giren bir hususta yardımızına ihtiyacım var makinamın şuanki aşaması
ölçüm ve tespitlerimden çıkan sonuç
10 beygir gücü istiyor ve
3500 devir e ihtiyacı var
bu makina her şartlarda çalışa bilmesi için
kullanacağımız rediktörün herşeyden önce
elektrik gücünün minumum da kullanılması lazım
(örnek)
kum ocaklarında konveir larda kullanılan 2.2 kv gücündeki rediktörlü bir matorun yaklaşık 6 ton gibi bir yükü rahatça kaldırması ve 24 saat çalışabilmesi gibi)
bu tip bir rediktöre ihtiyacım var makina nın kullanılacağı yerler şantiye ve elektiriğin düşük olabileceği yerler hepsini bir şekilde aşıyoruz fakat rediktör kısmında takılıyorum bu konuda yardımcı olursanız çok sevinirim
Hakan Yardımcı
16 Mart 2013 at 12:17
Merhaba Kemal Bey,
3500 d/dak eğer redüktörün çıkışında elde etmek istedğiniz devir ise redüktörler için yüksek bir devir. 10 Beygir yani 7,5kW – 3000d/dak motor kullanabilirsiniz.
Redüktörler motor devrini düşürmek için kullanılır. İstediğiniz devir zaten yüksek olduğu için motorun çıkışında redüktör kullanmanıza gerek yok. Zaten 3000d/dak motoru pisyadan rahatlıkla bulabilirsiniz. 3500d/dak hızada sürücü veya kayış-kasnak kullanarak ulaşabilirsiniz.
kemal
19 Mart 2013 at 12:44
merhaba hakan bey
ben deviri yükselttiğimde kasnak sayesinde beygir gücü çok düşüyor oyüzden sıkıntıya giriyorum
şimdi makinamın dizeynını değiştirdim
400 devir 10 beygir gücüne kadar düşürdüm ama dahada düşüremiyorum
makinamın amatarünü yaptım ve ciddi siparişler söz konusu şuanki aşamam lazım olan tek şey
400 devir rediktör çıkışı hız ve 10 beygir gücüne sahip olması en önemlisi bu rediktörü minimum bir motor ile en düşük kv isteyen bir motar ile yapmak
şimdiden yardımlarınız için teşekür ediyorum
Hakan Yardımcı
28 Mart 2013 at 14:23
Kemal Bey merhaba,
İstemiş olduğunuz motor gücü ve çıkış devri için aşağıdaki redüktörü kullanabilirsiniz.
MR372-132S/2b
7,5kW(10Beygir) – 409d/dak – fs=2,5.
Frenlemeye ihitiyacınız varsa redüktör motor arkası frenli olarakta verilebilir.
emre kalkan
26 Mart 2013 at 21:13
Merhaba Hakan Bey
Redüktörümüzün yağını değiştirdik. Fakat şimdi içerisine ne kadar yağ koyacağımızı bilmiyorum. Bir redüktöre fazla yağ konulmasının bir sakıncası var mıdır.
Hakan Yardımcı
28 Mart 2013 at 14:00
Merhaba Emre Bey,
Üretici firmanın kataloğunda redüktörün montaj pozisyonuna göre kaç litre yağ koyulması gerektiği belirtilmiştir. Üretici firma ile iletişime geçerek bilgi alabilirsiniz.
Redüktörün içerisine ihtiyacı kadar yağ konulmalıdır. Fazla yağ koyarsanız redüktör çalışmaya başladıktan sonra içerisindeki yağ ısınır ve genleşir. Eğer yeterli bir hava hacmi yok ise redüktörün içerinde yüksek basınç oluşur ve yaklaşık 0,3 barın üzerinde keçelerden yağ kaçağına sebep olabilir. Ayrıca fazla yağ konulması redüktör verimini de düşürür. Redüktör montaj edildikten sonra üste kalan tapa havalandırma tapası ile değiştirilmelidir.
mutahahar
29 Mart 2013 at 20:17
Hakan bey merhaba
Rahatsız etmiyorsam 1600 devirde maksimum torku 140 olan bir motoru redüktörle 1100 devre düşürürsek yeni torku ne olur
şimdiden teşekkürler.
Hakan Yardımcı
30 Nisan 2013 at 11:31
Merhaba
Redüktörlerde devir ile tork arasında ters orantı vardır. 1600d/dak’da 140Nm tork varsa redüktörle devri 1100d/dak’ya düşürdüğünüzde tork aynı oranda artacaktır. 0,98 verim değerinide göz önüne alırsak yeni tork değeri;
T=140*(1600/1100)*0,98=200Nm olur.
Kusura bakmayın geç cevap verdiğim için. Umarım faydalı olmuştur. İyi çalışmalar.
Mert Ölçen
11 Mayıs 2013 at 11:58
Merhabalar
Ben Kocaei Üniversitesi 3. sınıf makina mühendisliği öğrencisiyim. Malzeme Laboratuvarımızda 1350d/d ile dönen bir adet Grinder /polisher cihazımız var . Cihazdaki devir sayısı zımpara ve parlatma işlemlerimiz için çok yüksek olduğu gibi sabit bir değerde kalmaktadır. Bu yüzden bu cihazın devir sayyısını 250 300 civarına indirmek istiyoruz .Devir sayısını bir motor sürücüylemi yoksa redüktör sistemiylemi azaltmamız daha doğru olur . Yada herhangi başka bir yöntem varmıdır?. Bu konuda bize nasıl bir yol önerirsiniz ?
İyi Çalışmalar
Hakan Yardımcı
20 Mayıs 2013 at 12:26
Merhaba Mert Bey,
Redüktör veya sürücü ile deviri istediğiniz değere düşürebilirsiniz. Redüktörler genel olarak motor devrini düşürerek torkun artırılması amacı ile kullanılır. Anladığım kadarı ile sizin sadece düşük devire ihtiyacınız var. Bu yüzden sürücü kullanmanız daha mantıklı.
Redüktör kullandığınızda redüktörle motor arasında bir bağlantı elemanı kullanmanız gerekir. Ayrıca redüktör içinde bir montaj yeri ayarlamalısınız. Sürücü ile bunları yapmanıza gerek kalmaz.İyi çalışmalar.
Murat Çalık
8 Temmuz 2013 at 10:59
Hakan Bey merhaba,
Motor-redüktör arasındaki ilişki hakkında bir sorum var aklımda ve cevaplarsanız çok sevinirim.
Step motor ve 1/100 redüktörü ile 5 kg’lık bir malzemeyi belli sınırlar içerisinde aşağı yukarı hareket ettiriyoruz. Step motorun tork değeri 3 N.m ve 24 Volt DC ile çalışıyor. Yalnız sistemimizin şöyle bir gereksinimi bulunmakta: aşağı yukarı sınırlarına geldiği zaman sıkıştırabilmek adına motoru ve redüktörü zorluyoruz. Motorun sürücüsünden de belli bir akım değerinin üstünü okuyunca motor kendisini durduruyor.Sistem bu şekilde sorunsuz çalışıyordu fakat yaklaşık 10 sisteme yakın bir sayımız olmasına rağmen bir sistemimizde motorun döndüğü halde redüktörün çıkış milinin dönmediğini fark ettik. Sorum aslında şu 1/100 redüktörümüzün kataloğuna baktığımızda 30 N.m torkunun olduğunu öğrendik. Acaba sistemi sınırlarında sıkıştırmak için zorladığımız durumda redüktörü biz bozuyor olabilir miyiz?
Bir de not olarak şunu sormak isterim: motorun maksimum torku 3 N.m ise 1/100 redüktör ile bu torku doğru orantıdan çıkış milinde 100N.m olarak düşünmemiz yanlış mı olur?
Bu durumdan kaynaklı motorun durma komutu alana kadar redüktörü zorlayıp bozmuş olma ihtimali var mıdır?
Yardımcı olabilirseniz çok teşekkür ederim.
iyi Çalışmalar
Saygılarımla
Hakan Yardımcı
12 Temmuz 2013 at 05:41
Merhaba Murat Bey,
Sıkıştırma işlemi yaparken motor torkunun tamamı redüktör üzerinden geçiyor. Motor torku 3Nm ise 1/100 çevrim oranına sahip redüktörün çıkış torku 3*100=300Nm olur. Bu tip uygulamalarda redüktör emniyetinin yaklaşık 2 olması gerekir. Dolayısıyla seçilen redüktörün çıkış torkunun yaklaşık 600Nm olması gerekir. Sizin bahsettiğiniz 30Nm redüktör çıkış torku ise bu uygulama için uygun görünmüyor.
İyi çalışmalar dilerim.
Sertaç Hastürk
31 Temmuz 2013 at 16:50
Hakan Bey Selamlar,
Rüzgar türbini projemizde kullanmak üzere ET100 2800d/dk i : 7.5 olan redüktör kullanmayı planlıyoruz.anma momenti 377 n.mt olan bu redüktöre yaklaşık 40 n.mt. tork uygulayacağız . bu redüktör için 40 n.mt torkta oto blokaj devrede olur mu? bildiğim kadarıyla helis açısı 5° üzerinde otoblokaj olmuyor ama düşük tork devirlerinde sağlanabilir mi? yardımlarınız için şimdiden teşekkürler kolay gelsin…
Hakan Yardımcı
12 Ağustos 2013 at 14:23
Merhaba Sertaç Bey,
Otoblokajlılığın gerçekleşmesi için redüktörün vida açısının 3 derece veya altında olması gerekir. Başka bir deyişle redüktörün çevrim oranının 60 veya üzerinde olması gerekiyor. Bu yüzden seçilen redüktörün çevrim oranı 7,5 olduğu için otoblokajlılık yoktur. Düşük devirlerde çalışsa bile kaçırabilir. Verimle otoblokajlılık ters orantıdır. Redüktörün verimi 0,91 olduğu için otoblokajlılığı elde edemezsiniz. Verimin 0,5 in altına düşmesi gerekir. İyi çalışmalar.
Hakan Yardımcı
12 Ağustos 2013 at 14:23
Merhaba Sertaç Bey,
Otoblokajlılığın gerçekleşmesi için redüktörün vida açısının 3 derece veya altında olması gerekir. Başka bir deyişle redüktörün çevrim oranının 60 veya üzerinde olması gerekiyor. Bu yüzden seçilen redüktörün çevrim oranı 7,5 olduğu için otoblokajlılık yoktur. Düşük devirlerde çalışsa bile kaçırabilir.
Verimle otoblokajlılık ters orantıdır. Redüktörün verimi 0,91 olduğu için otoblokajlılığı elde edemezsiniz. Verimin 0,5 in altında olması gerekir. İyi çalışmalar.
Yusuf ŞAhin 05324269056
5 Ağustos 2013 at 01:24
Mrb Hakan bey
Plastik enjeksiyon Makinasının mal alma hidromotorun yerine rediktörlü servo motor takmak istiyorum. Fakat bu konuda hiç bilgim yok nerden başlayacağımı bile bilmiyorum. Bu konuda bilgilerinizi paylaşırsanız memnun olurum yada bu tür çalışma yapanlara ulaşabilirmiyim . Yukarıda Alper Şengöz bey bu konuda size soru sormuş Alper beyin iletişim bilgilerini paylaşmanızda sakınca yoksa alabilirmiyim . Teşekkür edrm.
Hakan Yardımcı
13 Ağustos 2013 at 05:14
Yusuf Bey merhaba,
Hidromotorların tork-debi-basınç değerlerini gösteren eğrileri vardır. Kullandığınız debi-basınç değerleri ile birlikte hidromotor etiket bilgilerini verirseniz yardımcı olurum.
Maalesef Alper Bey’in bilgilerine sahip değilim.
İyi çalışmalar.
selçuk ekmekci
22 Eylül 2013 at 12:57
mrb Hakan bey ben büyük baş hayvan barınağına sıyırgaç yapacam günde iki defa çalışacak dk. 3m yol alması gerekiyor 25m uzunluğu 4m eni olan bir ortamı sıyıracak sizce kaç devir redüktör kullanmam lazım 3 tel motor düşünüyorum 2kw lık cevaplarsanız sevinirim saygılar
Hakan Yardımcı
4 Aralık 2013 at 08:52
Merhaba Selçuk Bey
Yapacağınız sıyırıcının taslak resmini üzerinde ölçüleri ile beraber gönderirseniz yardımcı olurum. (hyardimci@yr.com.tr)
Hasan Öztürk
27 Kasım 2013 at 00:31
Hakan bey merhaba.
Ben amatörce offroad meraklısıyım. Aracım için manuel bir vinç düşünmekteyim. Yani ırgat sistemi bir aparat yapmak istiyorum. Elle çevirebileceğim bir tambura adapte edebileceğim ama tahminen 3-4 ton çekme gücü için bana tavsiye edebileceğiniz redüktör mümkünmü.
Hakan Yardımcı
4 Aralık 2013 at 09:19
Merhabalar Hasan Bey,
Halatın sarılacağı tambur çapını verirseniz tork hesabı yapabiliriz. hyardimci@yr.com.tr mail adresine gönderebilirsiniz.
bülent bağış
9 Aralık 2013 at 20:51
hakan bey merhaba ;bir arkadaş öztekfenin krm 273 redüktürü çıkış 11 30×30 1mm profili rahatlıkla bükerken ben yılmazın kr 373 .00-100L/4b-L05 1,5 kw çıkış 13 redüktörüyle bu işi halledemedim yani şöyle söyleyeyim redüktör bana acayip farklı geldi şöyleki tek parmağımla redüktörü dönderebiliyorum ayrıca bükümde 85 derece gibi rahatca bükerken 90 dereceye çıkmak istediğimde yığılıp kalıyor ve güç kesildiğinde kalıbı tekrar hızlı bir şekilde geriye dönderiyor bu sorunu nasıl aşabiliriz
Hakan Yardımcı
14 Aralık 2013 at 07:04
Merhaba Bülent Bey,
Aynı makinada çalışan iki redüktörü kıyaslayabilmek için çıkış torklarını bilmek gerekir. Bunun içinde motor gücü ve çıkış devrilerine ihtiyaç vardır. Mesela motor güçlerinin aynı olduğunu kabul edelim. Bir redüktör 11d/dak diğer redüktör 13d/dak ise düşük devirli olan redüktörün çıkış torku %15 daha fazladır. Çünkü çıkış devri daha düşüktür. Devir ile tork arasında ters orantı vardır. Redüktör çıkış devri düştükçe aynı oranda çıkış torku artar. Bu fiziksel bir kuraldır.
Detaylı redüktör bilgilerini servis bölümümüze verirseniz size yardımcı oluruz. Tel: 0 212 886 90 00. Dahili:1287 (Servis Bölümü Şefi: Melih Akçelik)
Hasan Can
14 Aralık 2013 at 10:50
Merhaba hakan bey
Ben enjeksiyon makinelerinde redüktör ayarının nasıl yapıldığını öğrenmek istiyorum biraz geniş kapsamlı olursa sevinirim
İyi günler!
İbrahim Usluer
3 Ocak 2014 at 17:41
Merhaba,
Öncelikle yazınızı çok beğendiğimi bellirtmeliyim. Redüktör konusunda internete sizinki kadar açıklayıcı bir yazı bulamadığımı bellirtmeliyim. Şuan Ege Üniversitesi Makina Mühendisliği son sınıf öğrencisiyim. Makina projesi 2 dersi kapsamında ekstrüder makinesinin dizaynı konu olarak verildi. Şartname aynen şu şekilde Makina Teknik Şartnamesi * 32 mm dış çaplı, 3,5 mm et kalınlığına sahip PE boru imalatında kullanılacak. * Güç elektrik motoru ile sağlanacak. * PE malzemeyi sıkıştırıp ekstrüzyon kalıbına iten vida ile elektrik motoru arasında planeter redüktör olacak. * Saatte 20 kg boru imalat kapasitesine sahip olacak. Şuan birçok hesaplamayı yapmış bulunmaktayız. Redüktör seçimine geçebilmemiz için sizinde yazınızda bellirtiğiniz gibi eksenel kuvvet basınç değerlerini hesaplamamız gerekiyor. Bunun için devir sayısına ihtiyacımız var. Devir sayısını hangi formulle bulabiliriz. Şimdiden ilginiz için teşekkür ederim.
levent aktaş
12 Şubat 2014 at 18:02
merhaba hakan bey benim 5m boyunda 5m eninde 1,5m derinliğinde büyükbaş hayvan gübre çukurum var 3,5beygir dalgıç pompam var.kuyunun 130cm si dolu üst kısım 30cm. katı gübre alt kısım 100cm su. yaklaşık yarı çapı 1,5m. [eni 50cm] olan 2 veya 4 kanat karıştırıcı yapmak istiyorum amacım gübreyi suya karıştırıp pompa ile tahliye etmek uygun olan kaç beygirlik bir rediktör kullanmam gerekir. varyatörlü olursa nasıl olur. teşekkür ederim iyiçalışmalar.
ahmet çetin
31 Mart 2014 at 12:42
merhaba hakan bey,sizden birşey öğrenmek istiyorum.giriş devri düşük çıkış devri yüksek redüktör varmıdır.yardımcı olabilirmisiniz.teşekkür eder iyi çalışmalar dilerim.
ADEM
28 Temmuz 2014 at 14:57
merhaba hakan bey benim merak ettiğim konu 2900D/D ve 250 kw giriş 300d/d çıkış gücü ne kadardır. 1 ci redüktörden çıkan devri ve gücü 2 ci dedüktöre 100/10 luk zincirli kasnakala uygularsak 2 ci redüktördeki çıkış gücümüz ne olur?
berker barış serbest
21 Mart 2015 at 10:29
merhaba hakan bey çapa motoru kuyruk milini kullanarak tamburlu ot biçme aparatı yapmak istiyorum 90 derece bir redüktör kullanmam gerekiyor motor 9 beygir son gaz verilince 3600 dd sanırım 1/1 redüktör deniliyor hem ot biçmede hem 2 adet tamburu çevirvede ayrıca tamburlara gücü zincir dişliyle aktarıcam bu işlemi yapabilecek güçte redüktörünüz var mı ayrıca yapmak istediğim düzenekte redüktör sağlıklı olurmu yardımcı olursanız sevinirim kolay gelsin iyi çalışmalar
erol öker
23 Mart 2015 at 23:25
2.2 kw 2800 rpm motorun 250 rpm redüktörle düşürüldüğünde çıkış güçü yaklaşık kaç hp olur . Şimdiden teşekkür eder hayırlı işler dilerim.
Hakan Yardımcı
30 Ocak 2016 at 13:04
Merhaba Erol Bey,
Redüktörler ile motor devrini düşürdüğünüzde aynı oranda motorun torkunu artırırsınız. Motorun gücü değişmez. Sadece redüktör verimi kadar düşer. Örneğin helisel dişli bir redüktör kullanacaksanız 2 kademede %4 kadar motor gücü düşer. Giriş gücü 2,2kW ise 2,11kW çıkış gücü olur. Bu da yaklaşık 2,9HP karşılık gelir. Redüktör kullanılmasının asıl amacı torku arttırmaktır. 2,2kW -2800d/dak motorun torku 7,5Nm iken 250d/dak redüktörle düşürüldüğünde tork yaklaşık 80Nm olur.
İyi çalışmalar.
cafer
6 Ekim 2015 at 20:40
merhaba
1kw gücünde 3000devir bir elektirikli motor ile
200 devir anlıkdeger 120amp veren bir dinamoyu çevirmek mumkunmu yani voltaj çekimi olduğunda dinamoya yük binicek 1kw motor 3000devir çalışırken bu yuku tasıyabilicegi ve dinamoya 200devirden düşmeden çalıştırıcak bir dişli sistemi bulabilmem mumkunmüdür.
Hakan Yardımcı
30 Ocak 2016 at 12:57
Merhaba Cafer Bey,
Çevrim oranı yaklaşık 15 olan bir redüktöre ihtiyacınız var.
i=14,57 – 3000d/dak girişte nominal gücü 3,24kW olan MT172 redüktörü kullanabilirsiniz.
İyi çalışmalar.
Mahmut uludüz
6 Ocak 2016 at 19:40
Merhaba hakan bey
Bir planet Redüktör hesabı yapmaya çalışıyorum fakat çevrim oranını tutturamıyorum. Benim hesabım basit dişli gibi düşünerek yapıldığı Zaman plaketi göz ardı ettiğim için normalden düşük çıkıyor sanırım. Planetlerde kullanılan hesaplama Nasıl bilgi verebilirseniz sevinirim.
Hakan Yardımcı
30 Ocak 2016 at 12:53
Merhaba Mahmut Bey,
Planet dişlilerde çevrim oranı;
z1= güneş dişli sayısı
z2= planet dişli sayısı
z3= iç dişli(çember dişli) sayısı
i= z3/z1+1
İyi çalışmalar.
Sezer TUNÇKOL
25 Ocak 2016 at 19:50
Merhaba Hakan Bey
Servis faktörü ne demektir. Bir motorda SF 1.15 ise bu motor nominal akımın 1,15 katı akım çekebilir anlamına mı gelir? Ayrıca bu süre sonsuz olarak ifade edilebilir mi?
saygılarımla
ali
13 Şubat 2016 at 15:56
selam 150 tambura halat sardırarak 1 ton yuk çekmeyi planlıyorum fakat yükü kaldırmak için gerekli tork hesabını Nm hesabını yapamadıgım için rediktör seçemiyorum bunun hesabını nasıl yapabilirim rediktörü asansör için kullanacagım
Sedat Beyhan
24 Şubat 2016 at 15:12
Merhaba hakan bey ; giriş devri 1/12,5 çıkış devri 7/15 olan extruder reduktörünün kasnak capları kaç mm olmalıdır. Motor 25kw . Mil tek Burgu . Şimdiden çok teşekkür ederim
murad
16 Mart 2016 at 23:18
selamun aleyküm motor 1400 devir şanzıman 100 devir ama şanzımanı 180 devir şanzıman kullanmak istiyorum .motor şanzıman ın üstüne bağlı olacak şu anda kullandığım 45 kW lık motor maximum 50 amper çekiyor motoru büyütmek gereklimi
TUNCAY KAMACI
12 Nisan 2016 at 06:00
merhaba benim elimde 3000 devir monofaze motor var fakat yüke bindiğinde motor çok ısınıyor redüktörle böyle devir bulabilirmiyim motora zarar vermeden güçte çalışacak nasıl yüksek devir elde ederim böylebir redüktör varmıdır çok teşekkürler
murad
25 Nisan 2016 at 23:23
sa 0535 7771797 beni telefonla ararsan sana bilgi veririm.burda yazmak çok uzun sürer
Eren
13 Nisan 2016 at 06:44
Merhaba Hakan bey bir hat üzerindeki taşıyıcıyi reduktor yardımı ile sürmek istiyorum çekme kuvvetleri 160kg.f ve 300kg.f olarak değişmekte buna uygun bir reduktor önerebilir misiniz
Eren
13 Nisan 2016 at 06:45
30 ila 40 devir yapması gerekiyor
HASAN
15 Mayıs 2016 at 23:08
merhaba HAKAN BEY.ben bir ton agirligi kaldira bilmesi icin 550w 2850 rpm motora hangi reduktor kullanmaliyim acaba.yardiminiz icin onceden TSK
HASAN
15 Mayıs 2016 at 23:10
unutmadan soyleyim.bana lazim olan rpm maksimum 10rpm olmali.minimum 2.5rpm
orhan dogan
18 Mayıs 2016 at 05:24
Hakan Bey, Merhaba
12000 kg ağırlığındaki bir yükü 180 derece çevirmek istiyorum redüktör çıkış devrinin 7-10 d/dk olması isteniyor hangi tip redüktörü önerirsiniz ve motor gücü ne olmalıdır
şimdiden teşekkür ederim
Hasan
23 Mayıs 2016 at 22:53
Merhaba arkadaslar.benim 2850d/dk 550w motora hangi reduktor lazim ki 2.5 veya 5rpm olsun
metehan dogruyol
8 Haziran 2016 at 07:41
3 metre capinda bir sehbayi uzerinde 400 kg agirligi ile birlikte gobekte rulman.. hangi reduktor kullanarak cozebilirim devir 1 dis captan reduktor kullanilabilir
Mehmet Özkan
20 Haziran 2016 at 19:46
25 cm genişliğinde,50 cm uzunluğunda ve merdane çapları 80mm olan bir bandı 0.18 kw motor ve 30 kasa redüktör i 80
ile ve zincir dişli tahrikiyle çalıştırdım.Isınma sorunu yaşadım.Hem motorda hemde redüktörde.Bandın üzerinde en fazla yük 1 kğ.Redüktör salyangoz.
emine
12 Aralık 2016 at 15:17
Merhaba bende birşey sormak istiyorum.Benim redüktör projem var bu sene tez olarak ancak bir konuda takıldım.Redüktörlerde aktarım oranları nasıl belirlenir? redüktörün kaç kademeli yapılacağı neye göre belirlenir? Bu konuda yardım eder misiniz lütfen?
mahi
9 Mart 2017 at 15:34
merhaba kolay gelsin bir sorum olacaktı. bir makinamız var bunda motor kasnak sistemi ile güç almaktayız. bu sistemi redüktör ile degiştirmek istiyorum arada güç kaybı ne kadar olur ve nasıl hesaplanır acil bir şekilde cevaplarsanız sevinirim kolay gelsın
Can özdaş
7 Nisan 2017 at 18:46
Hakan bey merhaba
Paylaşımınız için teşekkürler.Kasnaklı bir asansör kontrüksiyonu tasarlıyorum. Kaldıracağı yük 1 tondur. İhtiyaç olan moment 1500 Nm.çıkış devri 10 d/d dır.
KR573 3 kW 10 RPm redüktör bu konstrüksiyon için uygun mudur?
Teşekkürler
Şahin
29 Kasım 2017 at 10:23
Merhabalar,mevcut olan 550Watt/10000d-1 bir motorun,tork gücünü arttırmak ve 1550d/dk dönme momentini sabit tutmak hangi redüktöru kullanmalıyım.Teşekürler
aybey
20 Haziran 2021 at 10:06
Bilgi vermek konusundaki gayretinizi takdirle karşıladığımı belirtmek isterim(son soru-cevap yazınız 29.11.2017 tarihli olmasına rağmen). Sorunuma gelince:10-60 d/dak dönebilen rüzgar pervanesine(bu hızda bile verimli olsun istiyorum) 1KW tahminen 1500-3000 arası devirde olan alternatöre yeterli hız sağlayabilmek ne tip redüktör gerekli ya da nasıl bir düzenek gerekli, ne yapmalıyım?